




ADD TO BASKET
Product Description
Delivery&Returns
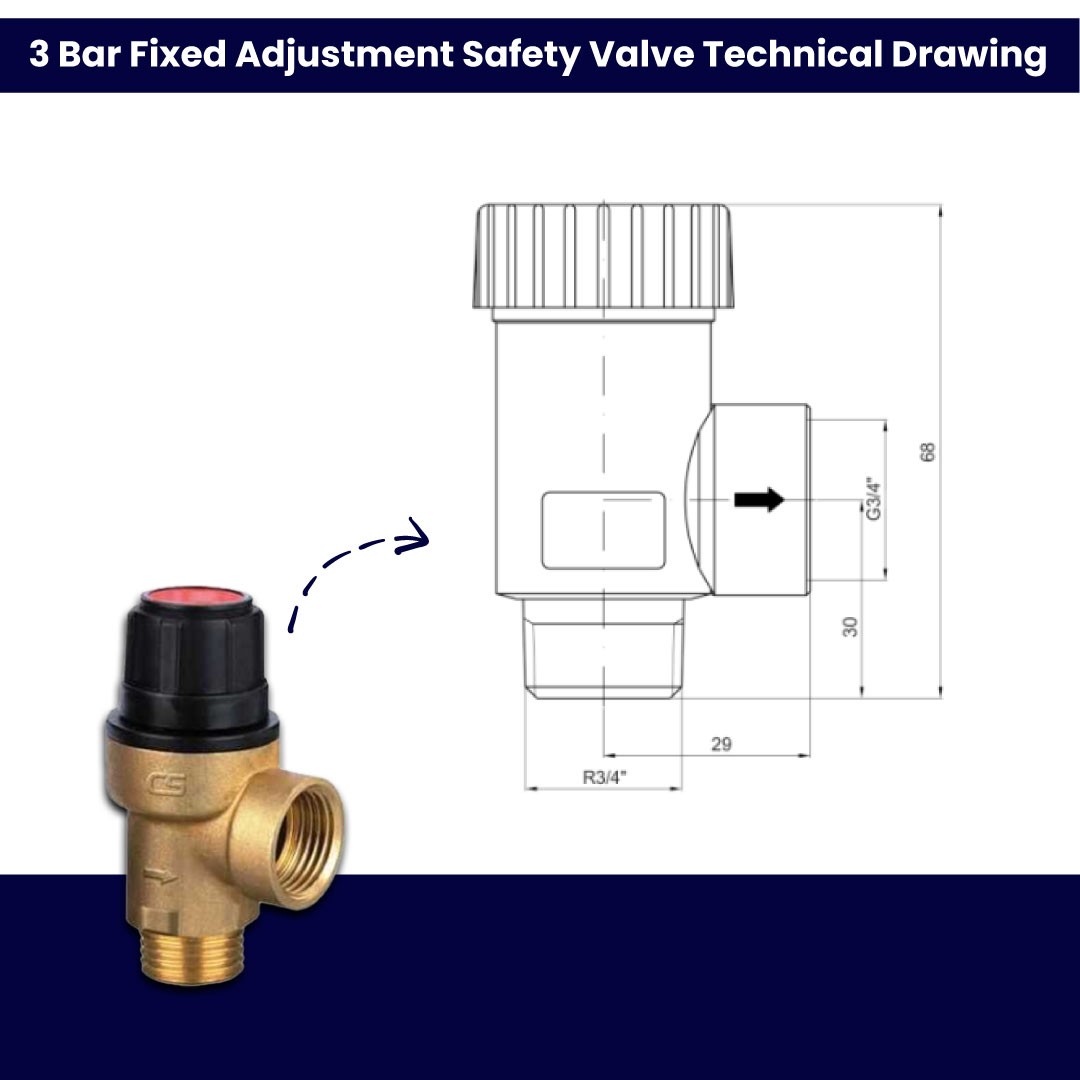
What is a Safety Valve?
A safety valve is a device used in pressurized tanks and other systems to automatically release gas when a specified temperature or pressure limit is reached. It is crucial for ensuring safety in boilers and tanks. Safety valves are also utilized as auxiliary components in exchangers and pressurized tanks. The membrane inside the valve is manufactured to be resistant to wear, and opening pressures are fixed. However, the set values can be adjusted at the factory if needed.
Functionality:
The safety valve is installed to prevent excessive fluid pressure from damaging the system, connected devices, or valves. It operates with a spring mechanism based on counter-pressure principles. Various connection sizes are available based on the boiler capacity and the amount of water in the system. If a single valve’s capacity is insufficient, multiple safety valves can be connected in series.
Applications:
- Water Heater Systems
- Radiator Boiler Systems
- Gas Release in Tanks
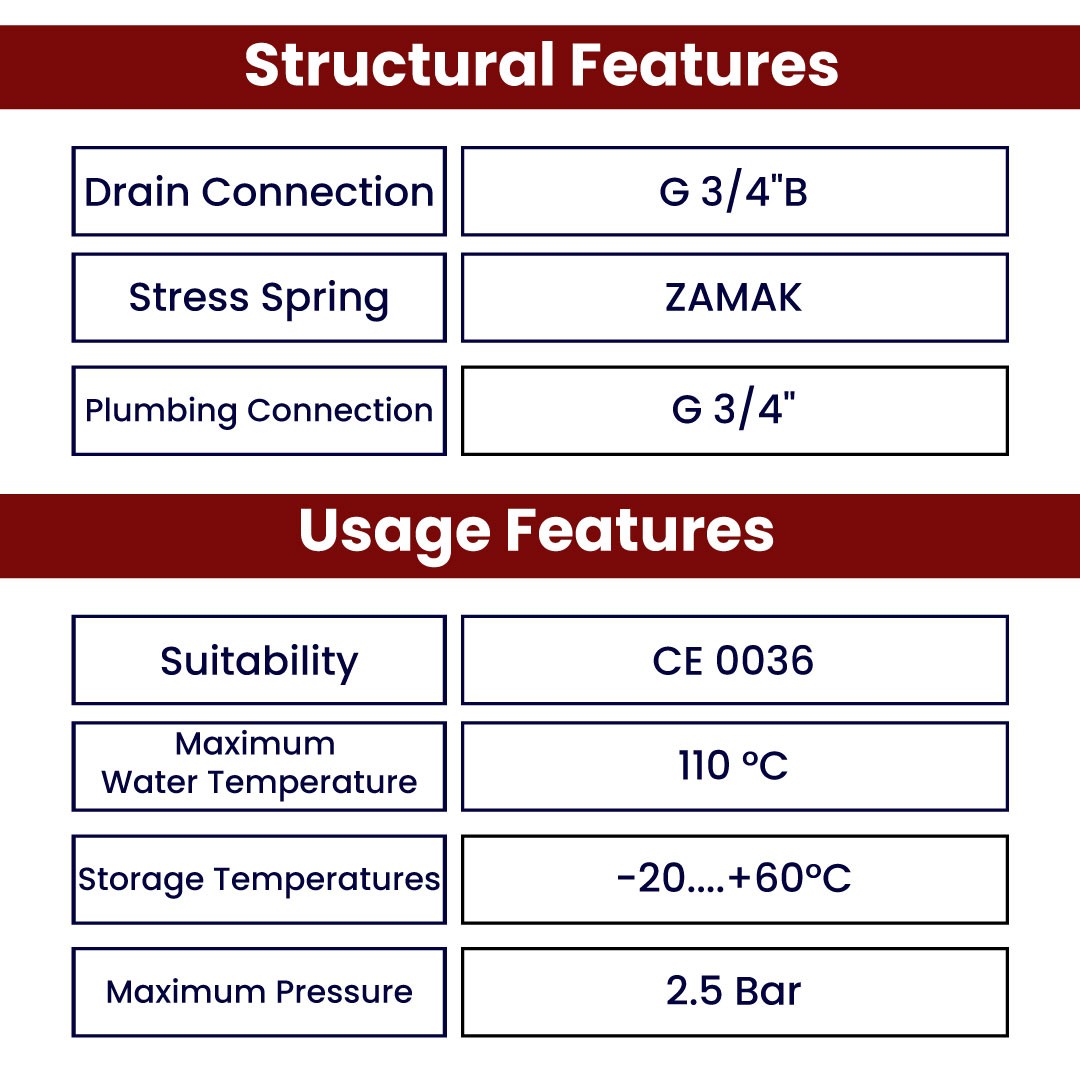
Structural Features:
- Discharge Connection: G 3/4" B
- Spring Material: ZAMAK (Zinc-Aluminum-Magnesium Alloy)
- System Connection: G 3/4"
Usage Specifications:
- Compliance: CE 0036
- Maximum Water Temperature: 110°C
- Storage Temperature Range: -20°C to +60°C
- Maximum Pressure: 2.5 Bar
Key Benefits:
- Reliable Safety: Prevents overpressure conditions, safeguarding the system and connected devices.
- Durable Construction: Made from high-quality materials for long-lasting performance.
- Versatile Application: Suitable for various uses including water heaters and boilers.
Ensure optimal safety and efficiency in your pressurized systems with our high-performance safety valve, designed for both industrial and residential applications.
Comment
There are no comments for this product yet.








